作者:木子
近几年,随着电子终端产品特别是智能手机、智能手表等便携式产品的小型化,高集成化,以及原材料成本的增加,贴片陶瓷电容器一直在往小尺寸方向发展。在手机市场,主流的MLCC尺寸已经过渡到0201(0.6×0.3mm)尺寸,01005(0.4*0.2mm)尺寸,甚至更小尺寸的008004(0.2*0.1mm)也在少数产商内部作评估。
因此,不少厂商遇到了小尺寸贴装及手工焊接,返修的问题,本文以01005尺寸为例,作简要介绍。
1. 01005尺寸表面贴装
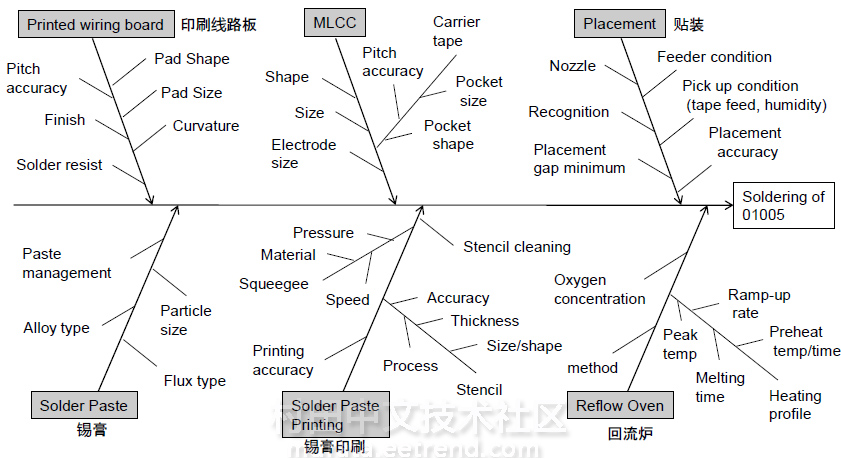
对于01005小尺寸贴装,主要的影响因素如下,包括:PCB板,MLCC器件,锡膏类型以及焊锡,贴装,回流焊条件。
锡膏印刷,贴装,回流焊三步骤示意图如下:

1.1. PCB板
PCB使用有阻焊层的设计,焊盘长方形,尺寸推荐A, B, C 对应为0.16mm, 0.16mm, 0.2mm,焊盘间距及焊盘与阻焊层精度按照JPCA规格(±0.1mm,±0.05mm)。

1.2. 锡膏
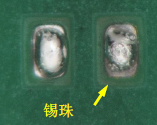
推荐使用Type5型号锡膏(粒径10~25um)并合理调整助焊剂比例。在大气环境下,如果锡膏出现加热后未凝结现象(无光泽),可能是由于助焊剂不足/器件偏移过大导致。
1.3. MLCC器件
为保证器件性能可靠,器件应该在5~40℃,20~70%RH下保存,避免阳光直射及暴露在腐蚀性气体环境中。在45%~70%RH的环境下使用。若存放超过6个月,应先检查可焊性。
1.4. 印刷条件
钢网开孔形状及尺寸推荐与PCB焊盘1:1对应,厚度50~80um,电镀法开孔。锡膏的印刷率(转移率)与其初始的面积比(侧面积/底面积)有关。经测,对于20um粒径,若要保证70%以上的印刷率,面积比应低于2。但厚度不足也会导致锡膏层数过少,是否会影响贴装成功率应根据具体情况确定。
1.5. 贴装条件
推荐使用的贴装设备如下,对应的吸嘴及送料器请参考设备厂商推荐。
品牌 |
型号 |
Panasonic Factory Solutions |
CM Series/ HT122/ NPM |
Hitachi High technology |
TCM-X110,210/ GXH-1 |
Fuji Machine Mfg |
NXT,AIM/ CP-8 series |
YAMAHA Motor |
YG,YS Series/ Z:TA(YSM) |
JUKI |
KE3000 Series /RX,FX Series |
SONY |
SI-F130/SI-G Series |
Assembleon |
AX-3,5/AQ1,2 |
ASM AS |
SIPLACE X/SX/D Series |
Samsung Techwin |
Excen Series /SM series |
1.6. 回流焊条件
按照规格书中的推荐值设置回流温度,在氮气环境下进行回流焊。
2. 01005尺寸手工焊
2.1. 焊接工作台
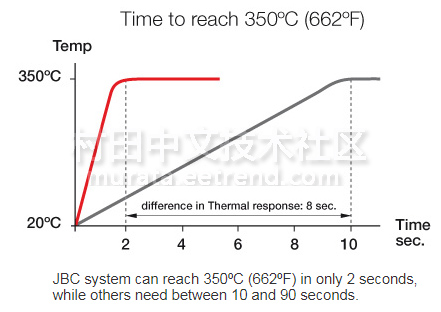
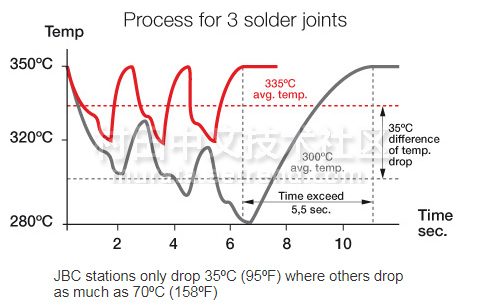
关于实验室内的手工焊接,为提高效率,建议选择较先端的焊台,比如JBC系列,好处一是温度提升快,支持连续焊接,二是电烙铁两个尖端能同时加热。

2.2. 准备材料及工具
a) 锡丝,吸锡线,镊子
b) PCB及器件
c) 焊台及小尺寸烙铁头
d) 显微镜
2.3. 操作流程注意点
1) 为防止局部突然受热、热冲击对器件造成的损伤, 建议对元器件及PCB板进行预热(150℃以上,90s以上)。
2) 使用刀具将锡线裁剪为锡块,尺寸约一半焊盘大小,以避免上锡过多。
3) 调整显微镜至可清晰观察器件及焊盘
4) 使用镊子放置锡块于焊盘上,加热附着
5) 使用镊子放置器件,依次加热两端
注:本文为原创文章,转载请注明作者及原文链接。